

فرآیند تولید پروفیل آلومینیوم
پروفیل آلومینیوم یکی از پرکاربردترین مقاطع فلزی در صنایع مختلف از جمله ساختمانسازی، درب و پنجره، خودروسازی، تجهیزات صنعتی و دکوراسیون محسوب میشود. وزن سبک، مقاومت بالا در برابر خوردگی و قابلیت شکلپذیری عالی باعث شده فرآیند تولید پروفیل آلومینیوم به یکی از مهمترین بخشهای صنعت آلومینیوم تبدیل شود.
در این مقاله، مراحل تولید پروفیل آلومینیوم را بهصورت واقعی، تخصصی و مرحلهبهمرحله بررسی میکنیم.
پروفیل آلومینیوم چیست و چرا اهمیت دارد؟
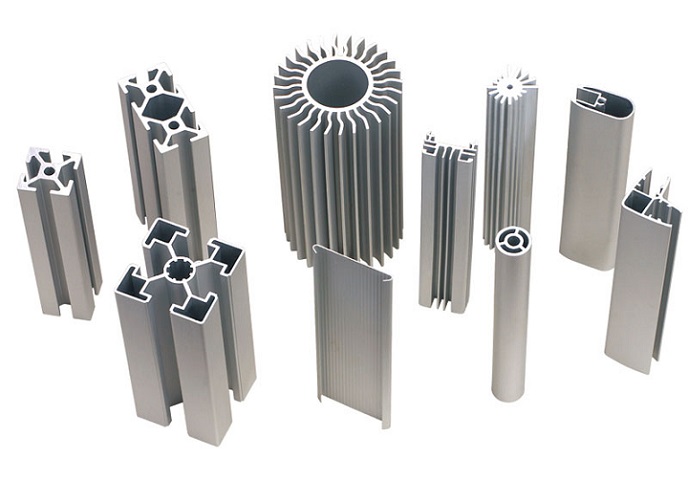
پروفیل آلومینیوم مقطعی با سطح ثابت است که از طریق فرآیند اکستروژن تولید میشود. این پروفیلها بسته به نوع کاربرد میتوانند ساده یا بسیار پیچیده باشند.
کاربردهای رایج پروفیل الومینیوم:
درب و پنجره آلومینیومی
نمای ساختمان و کرتین وال
صنایع خودروسازی
تجهیزات صنعتی و خطوط تولید
دکوراسیون داخلی و سازههای سبک
همین تنوع کاربرد باعث شده کیفیت فرآیند تولید اهمیت بالایی داشته باشد.
مراحل فرآیند تولید پروفیل آلومینیوم
۱. انتخاب آلیاژ آلومینیوم مناسب
اولین و یکی از مهمترین مراحل در تولید پروفیل آلومینیوم، انتخاب آلیاژ مناسب است.
آلیاژهای آلومینیوم بسته به کاربرد نهایی، خواص مکانیکی متفاوتی دارند. رایجترین آلیاژهای مورد استفاده در خط تولید پروفیل آلومینیوم شامل سریهای 6000 (مانند 6063 و 6061) هستند که تعادل مناسبی بین استحکام، انعطافپذیری و قابلیت آنادایز دارند.
انتخاب آلیاژ مناسب مستقیماً روی کیفیت نهایی پروفیل تأثیر میگذارد.
۲. ذوب و ریختهگری بیلت آلومینیوم
پس از انتخاب آلیاژ، شمشهای آلومینیومی در کورههای مخصوص ذوب میشوند.
فلز مذاب سپس بهصورت بیلت آلومینیومی (استوانهای شکل) ریختهگری میشود. این بیلتها ماده اولیه اصلی در فرآیند اکستروژن آلومینیوم هستند.
کیفیت بیلت نقش کلیدی در یکنواختی سطح و استحکام پروفیل دارد.
۳. پیشگرم بیلتها
قبل از ورود بیلت به دستگاه اکستروژن، بیلتها تا دمای مشخص (معمولاً بین ۴۰۰ تا ۵۰۰ درجه سانتیگراد) گرم میشوند.
این مرحله باعث افزایش شکلپذیری آلومینیوم و کاهش فشار روی قالب میشود.
۴. اکستروژن آلومینیوم (قلب خط تولید پروفیل)
در این مرحله، بیلت داغ تحت فشار بسیار بالا توسط پرس اکستروژن از داخل قالب (Die) عبور داده میشود.
شکل قالب تعیینکننده مقطع نهایی پروفیل آلومینیوم است؛ از پروفیلهای ساده ساختمانی تا مقاطع پیچیده صنعتی.
دقت قالبسازی در این مرحله، تفاوت بین یک پروفیل معمولی و یک پروفیل باکیفیت را مشخص میکند.
۵. خنککاری پروفیل
پس از خروج پروفیل از قالب، باید بهسرعت خنک شود تا ساختار مولکولی آن تثبیت گردد.
این خنککاری معمولاً با آب یا هوا انجام میشود و تأثیر مستقیمی بر استحکام نهایی پروفیل دارد.
۶. کشش و صافکاری
در این مرحله، پروفیلها برای رفع تابخوردگی و رسیدن به ابعاد دقیق، تحت عملیات کشش قرار میگیرند.
این فرآیند باعث افزایش دقت ابعادی و کیفیت ظاهری محصول میشود.
۷. برش پروفیل آلومینیوم
پروفیلهای تولید شده در طولهای استاندارد (معمولاً ۶ متری) برش داده میشوند.
دقت برش در این مرحله اهمیت زیادی دارد، مخصوصاً برای کاربردهای ساختمانی و صنعتی حساس.
۸. عملیات حرارتی (ایجینگ)
برای افزایش استحکام مکانیکی، پروفیلها وارد کوره ایجینگ میشوند.
این فرآیند باعث بهبود خواص فیزیکی آلومینیوم و افزایش دوام محصول نهایی میشود.
۹. آنادایز یا پوششدهی سطحی
بسته به کاربرد نهایی، پروفیلها ممکن است تحت عملیات آنادایز آلومینیوم یا رنگ پودری قرار بگیرند.
آنادایز باعث افزایش مقاومت در برابر خوردگی، زیبایی ظاهری و طول عمر پروفیل میشود.
انواع روشهای اکستروژن آلومینیوم
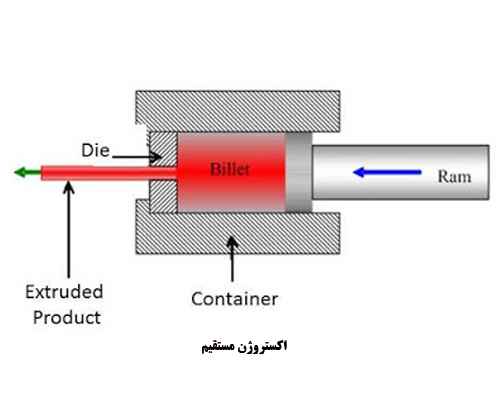
۱. اکستروژن مستقیم (Direct Extrusion)
رایجترین روش تولید پروفیل آلومینیوم
مناسب تولید انبوه
کیفیت سطح مناسب
کاربرد گسترده در صنعت ساختمان و صنعت
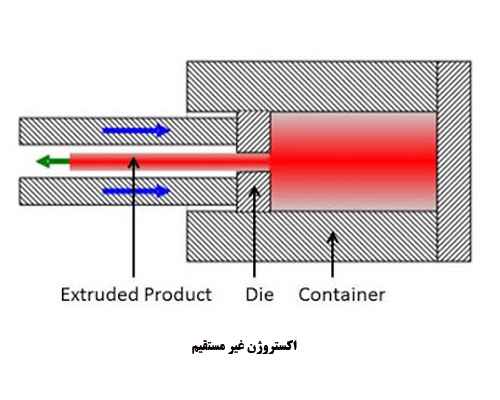
۲. اکستروژن غیرمستقیم (Indirect Extrusion)
در این روش، قالب حرکت میکند و بیلت ثابت میماند.
اصطکاک کمتر بوده اما تجهیزات پیچیدهتر و هزینه بالاتری دارد.
۳. اکستروژن گرم
اکستروژن در دمای بالا انجام میشود و رایجترین نوع اکستروژن آلومینیوم است.
اکستروژن مستقیم معمولاً بهصورت گرم انجام میشود.
۴. اکستروژن سرد
در دمای پایین انجام میشود و بیشتر برای قطعات خاص با تلرانس بسیار دقیق کاربرد دارد.
۵. اکستروژن نیمهجامد
روشی پیشرفتهتر که در کاربردهای خاص صنعتی استفاده میشود و کمتر رایج است.
مقایسه اکستروژن مستقیم با سایر روشها
اکستروژن مستقیم به دلیل:
سادگی فرآیند
هزینه کمتر
انعطافپذیری در طراحی قالب
بیشترین سهم را در تولید پروفیل aluminum دارد، هرچند در برخی کاربردهای خاص، روشهای دیگر ترجیح داده میشوند.
کنترل کیفیت در خط تولید پروفیل آلومینیوم
کنترل کیفیت در تمام مراحل تولید انجام میشود و شامل موارد زیر است:
بررسی ترکیب شیمیایی آلیاژ
کنترل ابعاد و تلرانسها
بررسی کیفیت سطح
تست استحکام و سختی
وجود سیستم کنترل کیفیت قوی، تضمینکننده تولید پروفیل استاندارد و قابل رقابت در بازار است.
عوامل مؤثر بر کیفیت نهایی پروفیل آلومینیوم
کیفیت بیلت آلومینیوم
طراحی و نگهداری قالب
تنظیم دقیق دما و فشار
مهارت اپراتورهای خط تولید
اجرای صحیح عملیات تکمیلی
جمعبندی نهایی
فرآیند تولید پروفیل یک مسیر کاملاً تخصصی و مهندسیشده است که از انتخاب آلیاژ آغاز شده و با عملیات سطحی به پایان میرسد.
هرگونه خطا در هر مرحله میتواند کیفیت نهایی محصول را تحت تأثیر قرار دهد. به همین دلیل، تولید پروفیل آلومینیوم باکیفیت نیازمند تجهیزات مناسب، دانش فنی و کنترل کیفیت دقیق است.برای اطلاع از خط تولید پروفیل upvc کلیک کنید.
